Research Article: 2018 Vol: 17 Issue: 3
Implementation Practice of the Managerial Methods in the Promising Branches of the Manufacturing Industry in Russia
Nataliya S Andryashina, Minin Nizhny Novgorod State Pedagogical University
Elena V Romanovskaya, Minin Nizhny Novgorod State Pedagogical University
Anastasia O Egorova, Minin Nizhny Novgorod State Pedagogical University
Evgeny A Semakhin, Minin Nizhny Novgorod State Pedagogical University
Sergey V Semenov, Minin Nizhny Novgorod State Pedagogical University
Yuliya S Klyueva, Nizhny Novgorod State University of Engineering and Economics
Keywords
Quick Changeover, Lean Manufacturing, Quality, Cost-Saving.
Introduction
For a long time, effective work supposed to have the maximum machine loading-long working time after every changeover. Before the manufacturing tried to minimize number of the changeovers, the starting cycles were supposed to be big. It leads to the inventory reserves at every stage of the technological processes. It is typical for the mass production. Today the situation has changed and domestic enterprises have to transform from one type of products to another. Product must be in demand. Due to this fact, the aim of the research is to study the business aspects of the quick changeover at the enterprise. To achieve the aim, we need to solve the following problems:
1. To conduct the analysis of the theoretical aspects in the usage of the changeover at the foreign enterprises.
2. To offer the implementation levels for the quick changeover system, taking into the account the specific of Russian manufacturing.
3. Test the suggested methods at the OJSC “GAZ”.
The purpose of the research is to study the practice of applying a quick changeover system taking into account the specific nature of the industrial enterprise's operation.
Object of the research is the system for quick change-over of equipment at the OJSC “GAZ”. The subject of the research is the method, tools and implementation of the quick changeover at the enterprises. The result of the small bunches usage is the fight against the expenses which appear at every stage of the technological process. It helps to decrease the storage area inside the enterprise and increase working assets by decreasing the savings of the unfinished production and get many other benefits. To organize the small bunches manufacturing we need to conduct frequent changeovers of the equipment, so it is a vital decision to shorten the time for the changeover for every enterprise that wants to raise the profitability, decrease the expenses and transform working assets into money. As a scientific augment we can use the following: gradual implementation system of the quick changeover that takes into account the peculiarities of the enterprise. The authors have developed the classification of the changeover that must have external and internal changeover. We have to admit that the highest effectiveness can be achieved by the transforming internal changeover into external.
Theoretical Basis for the Research
Japanese enterprises successfully use the method of decreasing the changeover time that is called SMED. SMED is one of the eight type’s tools for the “lean manufacturing” (Andryashina, 2015; Romanovskaya, 2014; Panov, Kuznetsov & Semahin, 2010).
1. System 5?.
2. Visual management.
3. Contouring of the value streams.
4. System «exact in time» (LT).
5. ??? (Universal manufacturing service).
6. SMED (Single minute exchange of Die).
7. System ??????? «Kanbun».
8. System «Poka Yoke» (error protection).
Lean production let us produce high-quality products quickly in the condition of the material deficit; it helps to satisfy customer’s needs successfully. The founder of the lean manufacturing is Ono Taichi. Also one of the first entrepreneurs, who realize that increase of the speed, decrease expenses was Henry Ford (Umek, 2008; Wader, 2009).
Developments in this sphere also were carried out at Russian enterprises till 1991, after they were forgotten. SMED-Single Minute Exchange of Die (quick changeover) the method which is used to reduce changeover time.
The sense of the SMED method is to shorten the total time while transiting from one type of product to another-changeover time (Egorova, 2013). Decreasing changeover time is the main purpose of the method, but it is not completely true, we should not mix tools and objectives. This tool allows to get rid of losses not just shortening changeover time and but by the usage of the tool and the main purpose of the tool is to decrease the batch size, that is done between the changeovers (Gupta & Krishnan, 2009; Jacques, Michael & Brad, 2008). The purpose is achieved with increasing the changeover number and decreasing their duration.
The main points that must be considered using the described tool: determine the clear objectives and results; practicability assessment of the quick changeover by the contrasting effect from the quick changeover and planned expenses; training and following all the recommended steps, the team must have clear understanding of the all steps; quality control (Semenov & Semakhin, 2012).
The result of the SMED works must be the following: standardized optimal order while doing the changeover, including preparatory works and changeover itself; standardized time for changeover; standardized places and ways how to introduce the equipment and performing external manipulations; decreasing and standardizing bunch size and stock level as the result of changeover number increasing.
During the last years, the concern of Russian business for improving the industry engineering noticeable grows. Judging by the open sources, some big companies during some years have been working on building their own production systems. The concerns about engineering systems from small and big business are proved by the leaderships. The survey was carried out in March-April 2013. According to the results of the survey, 32% of the industrial enterprises are trying to implement some tools, that are based on Japanese experience and 23% use their own developments to improve the engineer production (Figure 1).
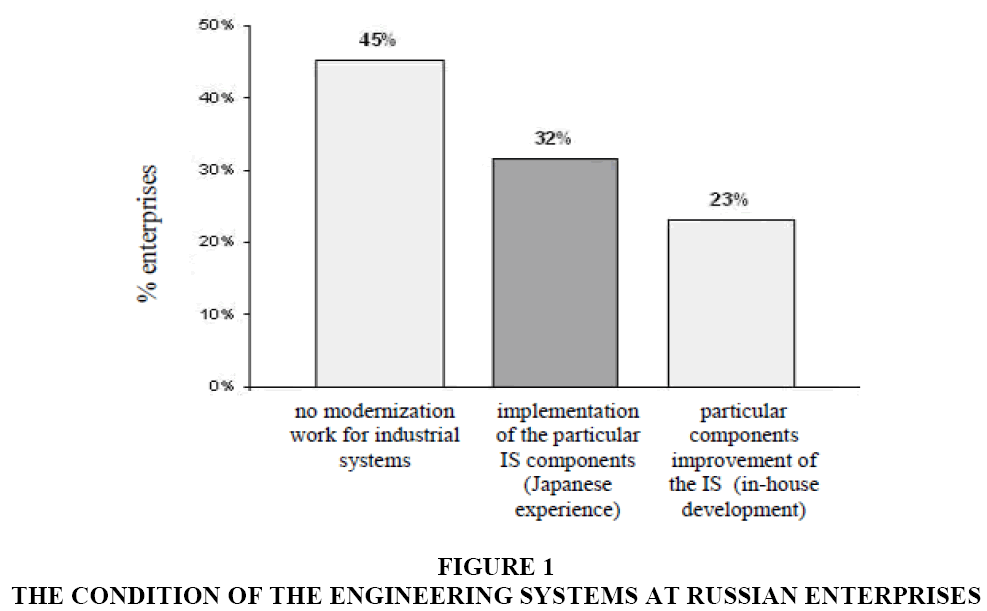
Figure 1: The Condition of the Engineering Systems at Russian Enterprises
Efforts of the enterprises that are developing engineer systems must be used to improve the quality. According to the result of the survey, about 70% of the enterprises use Japanese for modernization. Often such enterprises use 1-2 tools for modernization of the engineering system: quality management combines with the visualization of some working places or decoupling stock (Figure 2).
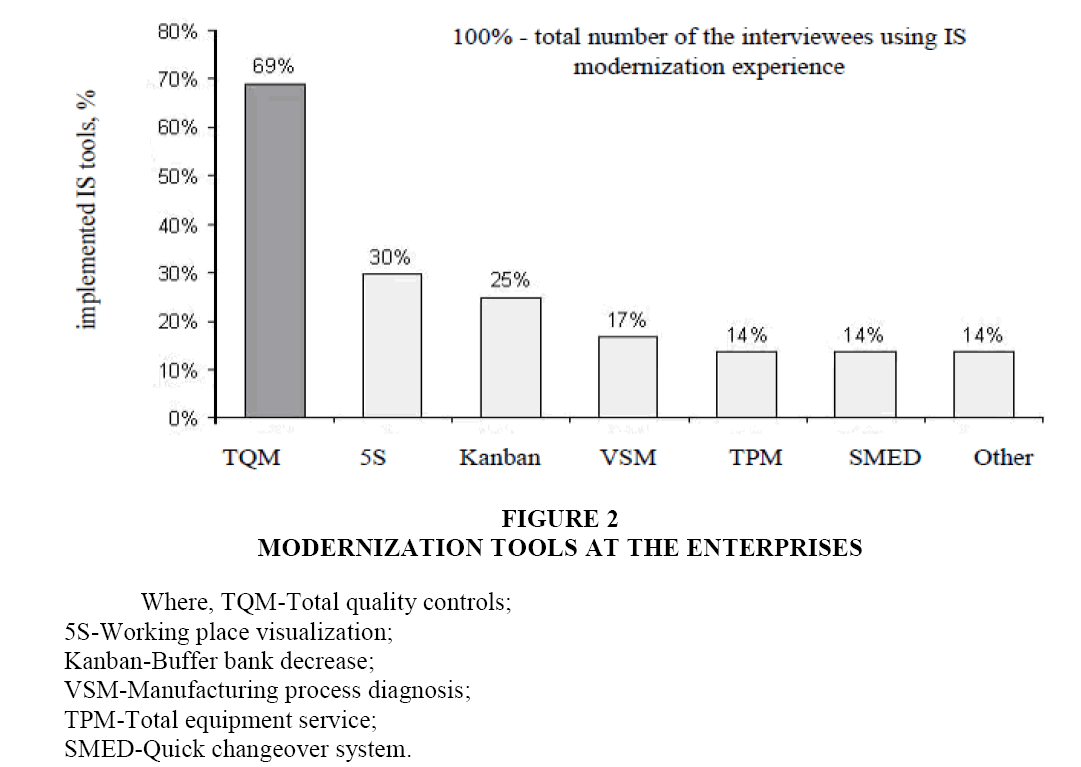
Where, TQM-Total quality controls;
5S-Working place visualization;
Kanban-Buffer bank decrease;
VSM-Manufacturing process diagnosis;
TPM-Total equipment service;
SMED-Quick changeover system.
Figure 2: Modernization Tools at the Enterprises
The highest modernization activity is shown by the big enterprises, from engine building or metallurgy. It is explained with the growing competition at the international and domestic markets. Modernization of the productive systems at the Russian enterprises happens homogeneously and it’s not a common phenomenon in Russian business practice.
The highest modernization activity is shown by the big enterprises, from engine building or metallurgy. It is explained with the growing competition at the international and domestic markets. Modernization of the productive systems at the Russian enterprises happens homogeneously and it’s not a common phenomenon in Russian business practice.
Quick changeover is used as a tool to have more free time that can be used for different purposes (Egorova, 2013; Romanovskaya, 2011):
1. Productivity gain.
2. Increase of flexibility (work with small bunches).
3. To improve equipment service.
4. Conduct different events.
Quick changeover can be used for any equipment and gives quick effect during the project time. First levels (shorten the changeover in 2-3 times) and it doesn’t demand any investments. Creation and development of the quick changeover is an essential part of the production concept.
The main task-to transfer as many manipulations as possible from internal group to external. It helps to eliminate machine idle time. Changeover technologies-more than just simple measures to substitute changeover tool. It is an opportunity to become customer-centered enterprise, without any losses, caused by small bunches production (Dassisti, 2010).
The main economic advantages that can appear because of quick changeover are the following:
1. Reducing of saves. Using big bunches, the details that are waiting for being used, are “dead” money for the enterprise, they can be transformed into reverse money (bring to life).
2. It helps to release the areas, that can be used to build producing flows in order to reduce the details movement, for broaden the production and to lease it out.
Methodology of the Research
To use SMED method in practice the authors use the following stages:
1. It is necessary to analyze the whole process of the changeover and determine what category every element refers to and if it is possible to avoid shutdown completing the changeover.
2. To transform internal actions into external actions, taking into account the type of the equipment and time to fix it must decrease for 15-50.
3. To simplify all the aspects of the changeover.
We differ internal and external changeover. Internal changeover consists of works that cannot be done without the shutdown. External changeover can be done without shutdown.
The author’s developed a model of the reference site at the machine-building enterprises, which is a logically constructed chain of actions when organizing the readjustment of equipment at the production site (Figure 3).
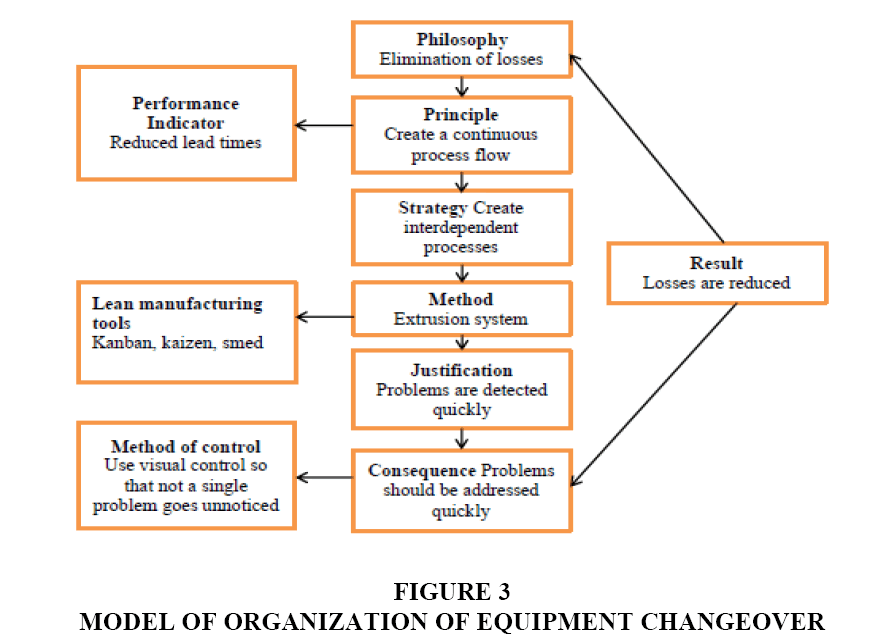
Figure 3: Model of Organization of Equipment Changeover
Changeover time=internal changeover+external changeover+machine idle time (Julian, Gary & Michael, 2008). To achieve the best result at all stages the following actions must be done:
The creation of the working group: it helps to decrease the changeover time. The group consists of:
1. Specialists-the leaders of the groups.
2. Development specialists-organization supervisor.
3. Production manager.
4. Service manager etc.
Description of the changeover process: group comes to the production side and describes the current condition; dividing the process onto some pieces and elements (Gershman, 2010); then the running time counting; also they try revealing the problems that influence safety.
Division in internal changeover and transformation into internal: the group determines that elements are referred to internal and external changeover. Also they make up the list of the necessary equipment. Carry out the survey about changeover data.
Try to shorten internal changeover: consider the opportunity of unification and shortening some elements of the changeover.
Decrease of the external changeover: consider the opportunity to unite and shorten the elements of external changeover (Romanovskaya, Semahin & Andryashina, 2014).
Analysis Result
To achieve the best result at the all stages, we recommend analyzing the problems: groups gather after every changeover and discuss problems that were revealed by every member of the group, the ideas must be read out; members try to work out the most effective and low-cost decisions. So the company uses kaizen while doing the changeover of the equipment and it helps to shorten the wastes that are connected with the human capital.
Analyzing the systems of the quick changeover and flow optimization on the foundry of JSC “GAZ” we can say that Process optimization helps to increase fit casting from 2500-4500. By increasing the production values prime cost of cast graphite pieces can be reduced. Making the process of bar painting automatic stop the influence of hard physical pressure on the operator while it is painting manually. The main results are introduced in the following chart.
The reliability of the obtained results is confirmed by the acts on the introduction of the system for the readjustment of equipment at the PJSC "GAZ" (Table 1).
| Table 1 The Results of the Cropping Area in the Foundry Of Jsc “GAZ” |
||
| SHOWINGS | BEFORE OPTIMIZATION | AFTER OPTIMIZATION |
| Time of the preassembly (sec) | 168-217 | 107 |
| Time of the final assembly (sec) | 216 | 89 |
| Number of the assembled bard in 24 hours | 140 | 300 |
| Production of cast per month | 2500 | 4500 |
| Consumption of dressing “Hydro 979” (kg for tonnage) | 29.57 | 23.57 |
Conclusion
The optimization of the material values flows at the cropping area and let us builds a new technological chain of the cylinder end casting in a very short time. The implemented events were devoted to shorten pre-assembly time of the bars and further changeover, except extra actions of the bar transportation and casting. Painting manipulations and casting purification were robotized. Physical efforts were cancelled.
It is necessary to learn how to differentiate the results of the methodology implementation and the way how to get rid of the existing drawbacks. So, let’s make a general conclusion about a quick changeover:
1. Increase flexibility and productivity.
2. Shorten time for delivery due to small bunches.
3. Improve the quality by shorten the savings, except storage.
4. Doesn’t demand high qualification for the workers.
5. More safe way of the changeover.
6. Decrease trauma risk.
7. Standardize process of the changeover.
References
- Andryashina, N.S. (2015). Organization peculiarities of the new product creating in the sphere of machine engineering. Nizhny Novgorod state Lobachevski University.
- Birkinshaw, J., Hamel, G. & Mol, M.J. (2008). Management innovation. Academy of Management Review, 33(4), 825-845.
- Bughin, J., Chui, M. & Johnson, B. (2008). The next step in innovation. The McKinsey quarterly.
- Dassisti, M. (2010). Hy-Change: A hybrid methodology for continuous performance improvement of manufacturing processes. International Journal of Production Research, 48(15), 4397-4442.
- Egorova, A.O. (2013). Business mechanisms formation and the implementation of competitive strategy of the machine constructing strategy for the enterprise. Nizhny Novgorod state Lobachevski University.
- Egorova, A.O. (2013). Competitive strategies for machine constructing: Modern Russian practice. Modern knowledge-intensive technologies. Local Application, 2(34), 45-51.
- Gershman, M.A. (2010). Innovational management. Market DC Corporation.
- Gupta, S. & Krishnan, V. (2009). Integrated component and supplier selection for a product family. Production and Oper. Management, 8(2), 163-181.
- Panov, A.I., Kuznetsov, V.P. & Semahin, E.A. (2010). Productive management system’s tendency of development.
- Romanovskaya, E.V. (2011). Business mechanism formation and re-organization of constructing enterprises. Nizhny Novgorod state Lobachevski University.
- Romanovskaya, E.V. (2014). New product development that is based on research and technological development.
- Romanovskaya, E.V., E.A. Semahin & N.S. Andryashina (2014). Management system of the lean manufacturing in auto industry.
- Semenov, S.V. & Semakhin, E.A. (2012). Organization economics: Increase of economic effectiveness assessment, quick changeover system implementation. News of Penza State Pedagogical University, Named After Belinsky.
- Umek, J. (2008). Lean production. How to get rid of the downsides and reach the flourishing for the company. Alpina Business Bush.
- Wader, M. (2009). Tools of the lean manufacturing. Mini-manual for implementation.